PDF Publication Title:
Text from PDF Page: 015
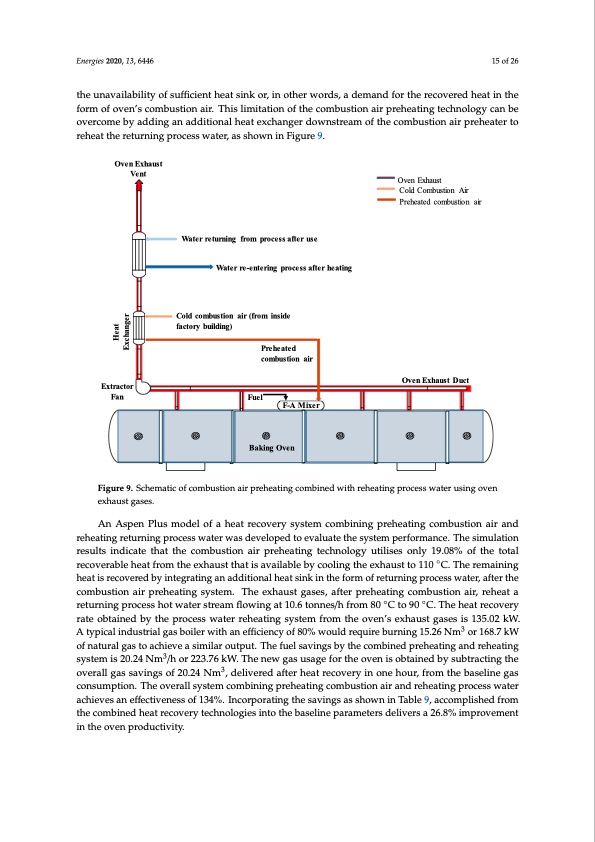
Energies 2020, 13, 6446 15 of 26 the unavailability of sufficient heat sink or, in other words, a demand for the recovered heat in the form of oven’s combustion air. This limitation of the combustion air preheating technology can be overcome by adding an additional heat exchanger downstream of the combustion air preheater to Energies 2020, 13, x FOR PEER REVIEW reheat the returning process water, as shown in Figure 9. 15 of 26 Oven Exhaust Ve nt Oven Exhaust Cold Combustion Air Preheated combustion air Water returning from process after use Water re-entering process after heating Cold combustion air (from inside factory building) Pre he ate d combustion air Extractor Fan Oven Exhaust Duct Fue l F-A Mixer Baking Oven Figure 9. Schematic of combustion air preheating combined with reheating process water using oven Figure 9. Schematic of combustion air preheating combined with reheating process water using oven exhaust gases. exhaust gases. An Aspen Plus model of a heat recovery system combining preheating combustion air and An Aspen Plus model of a heat recovery system combining preheating combustion air and reheating returning process water was developed to evaluate the system performance. The simulation reheating returning process water was developed to evaluate the system performance. The results indicate that the combustion air preheating technology utilises only 19.08% of the total simulation results indicate that the combustion air preheating technology utilises only 19.08% of the recoverable heat from the exhaust that is available by cooling the exhaust to 110 ◦C. The remaining total recoverable heat from the exhaust that is available by cooling the exhaust to 110 °C. The heat is recovered by integrating an additional heat sink in the form of returning process water, after the remaining heat is recovered by integrating an additional heat sink in the form of returning process combustion air preheating system. The exhaust gases, after preheating combustion air, reheat a water, after the combustion air preheating system. The exhaust gases, after preheating combustion returning process hot water stream flowing at 10.6 tonnes/h from 80 ◦C to 90 ◦C. The heat recovery air, reheat a returning process hot water stream flowing at 10.6 tonnes/h from 80 °C to 90 °C. The heat rate obtained by the process water reheating system from the oven’s exhaust gases is 135.02 kW. recovery rate obtained by the process water reheating system from the oven’s exhaust gases is 135.02 A typical industrial gas boiler with an efficiency of 80% would require burning 15.26 Nm3 or 168.7 kW kW. A typical industrial gas boiler with an efficiency of 80% would require burning 15.26 Nm3 or of natural gas to achieve a similar output. The fuel savings by the combined preheating and reheating 168.7 kW of natural gas to achieve a similar output. The fuel savings by the combined preheating and system is 20.24 Nm3/h or 223.76 kW. The new gas usage for the oven is obtained by subtracting the reheating system is 20.24 Nm3/h or 223.76 kW. The new gas usage for the oven is obtained by overall gas savings of 20.24 Nm3, delivered after heat recovery in one hour, from the baseline gas subtracting the overall gas savings of 20.24 Nm3, delivered after heat recovery in one hour, from the consumption. The overall system combining preheating combustion air and reheating process water baseline gas consumption. The overall system combining preheating combustion air and reheating achieves an effectiveness of 134%. Incorporating the savings as shown in Table 9, accomplished from process water achieves an effectiveness of 134%. Incorporating the savings as shown in Table 9, the combined heat recovery technologies into the baseline parameters delivers a 26.8% improvement accomplished from the combined heat recovery technologies into the baseline parameters delivers a in the oven productivity. 26.8% improvement in the oven productivity. Table 9. Key performance indicators of the industrial-scale baking oven before and after heat recovery to preheat combustion air and reheat returning process water. Parameter Gas usage Load Effectiveness of heat Units Nm3/h kW % Baseline 75.55 835.25 - Savings/Preheating Air 70.57 780.19 32.96 Savings/Reheating Combined Savings 60.29 55.3 666.54 101 134 611.37 Heat Exchange r recovery unitPDF Image | Waste Heat Recovery Technologies for the Food Processing Industry
PDF Search Title:
Waste Heat Recovery Technologies for the Food Processing IndustryOriginal File Name Searched:
energies-13-06446.pdfDIY PDF Search: Google It | Yahoo | Bing
NFT (Non Fungible Token): Buy our tech, design, development or system NFT and become part of our tech NFT network... More Info
IT XR Project Redstone NFT Available for Sale: NFT for high tech turbine design with one part 3D printed counter-rotating energy turbine. Be part of the future with this NFT. Can be bought and sold but only one design NFT exists. Royalties go to the developer (Infinity) to keep enhancing design and applications... More Info
Infinity Turbine IT XR Project Redstone Design: NFT for sale... NFT for high tech turbine design with one part 3D printed counter-rotating energy turbine. Includes all rights to this turbine design, including license for Fluid Handling Block I and II for the turbine assembly and housing. The NFT includes the blueprints (cad/cam), revenue streams, and all future development of the IT XR Project Redstone... More Info
Infinity Turbine ROT Radial Outflow Turbine 24 Design and Worldwide Rights: NFT for sale... NFT for the ROT 24 energy turbine. Be part of the future with this NFT. This design can be bought and sold but only one design NFT exists. You may manufacture the unit, or get the revenues from its sale from Infinity Turbine. Royalties go to the developer (Infinity) to keep enhancing design and applications... More Info
Infinity Supercritical CO2 10 Liter Extractor Design and Worldwide Rights: The Infinity Supercritical 10L CO2 extractor is for botanical oil extraction, which is rich in terpenes and can produce shelf ready full spectrum oil. With over 5 years of development, this industry leader mature extractor machine has been sold since 2015 and is part of many profitable businesses. The process can also be used for electrowinning, e-waste recycling, and lithium battery recycling, gold mining electronic wastes, precious metals. CO2 can also be used in a reverse fuel cell with nafion to make a gas-to-liquids fuel, such as methanol, ethanol and butanol or ethylene. Supercritical CO2 has also been used for treating nafion to make it more effective catalyst. This NFT is for the purchase of worldwide rights which includes the design. More Info
NFT (Non Fungible Token): Buy our tech, design, development or system NFT and become part of our tech NFT network... More Info
Infinity Turbine Products: Special for this month, any plans are $10,000 for complete Cad/Cam blueprints. License is for one build. Try before you buy a production license. May pay by Bitcoin or other Crypto. Products Page... More Info
| CONTACT TEL: 608-238-6001 Email: greg@infinityturbine.com | RSS | AMP |